Achieving micron-level precision and high throughput in hardware manufacturing demands a nuanced understanding of CNC milling technology. Industrial challenges such as vibration, thermal deformation, and tool wear critically affect part quality and operational efficiency. This deep dive presents a thorough analysis of high rigidity machine structures, servo control systems, and optimized cutting parameters, highlighting their pivotal roles in ensuring manufacturing stability and consistency.
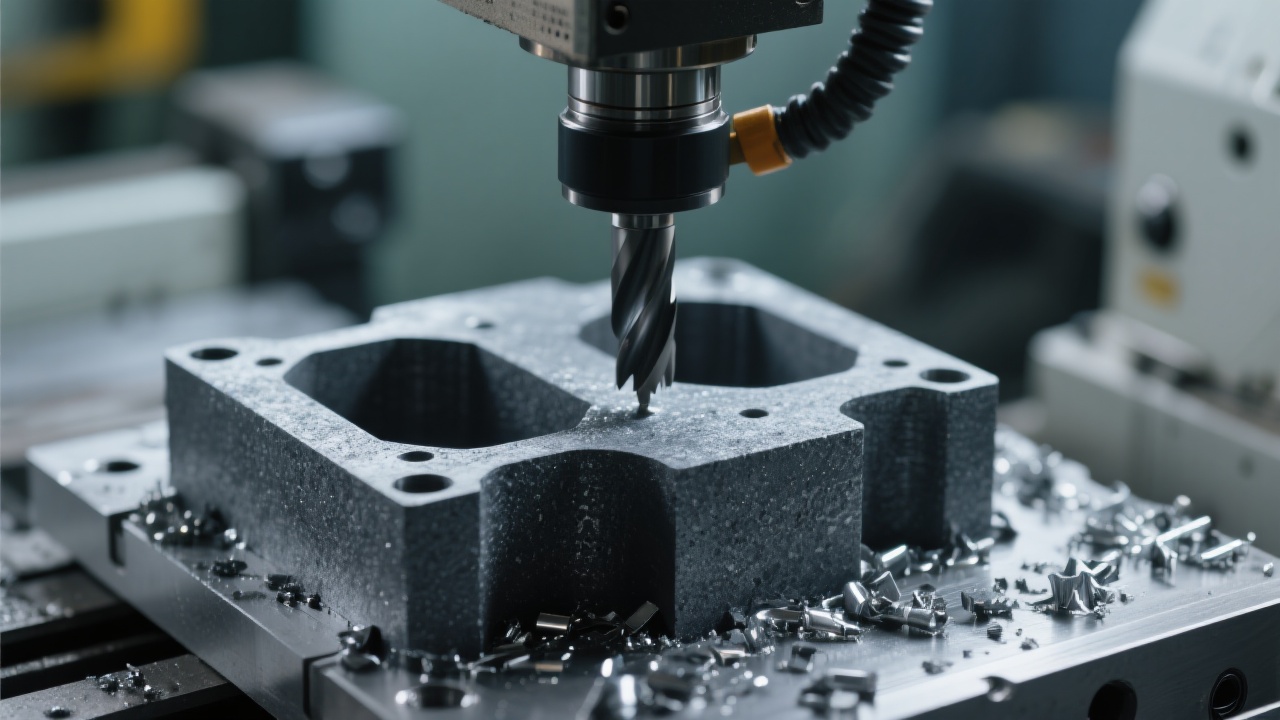
Rigidity is fundamental to precision machining. In CNC milling, the machine's structural design directly influences vibration attenuation and positional accuracy. High rigidity structures—often constructed with heavy-duty cast iron or advanced composite materials—reduce deflection and resonance during cutting forces. This stability is essential for maintaining dimensional accuracy, especially in complex parts with tight tolerances.
For example, optimizing the gantry design and employing box-type column structures can enhance stability by 30–40%, translating to smoother surface finishes and extended tool life. The inherent stiffness also minimizes micro-vibrations that lead to chatter, a common cause of premature tool failure and inconsistent quality.
Servo systems serve as the nerve center for CNC machines, orchestrating precise movements through real-time feedback and control loops. High-performance AC servo motors coupled with digital controllers enable rapid acceleration, deceleration, and positioning accuracy within ±2 microns under dynamic load conditions.
These systems dynamically adjust motion profiles to compensate for cutting forces and material inconsistencies, ensuring adherence to programmed tool paths. The direct correlation between servo system tuning and surface roughness improvement is well documented in industry case studies.
Every workpiece material presents unique cutting challenges. Aluminum alloys, characterized by ductility and moderate hardness, benefit from higher spindle speeds (12,000-15,000 RPM) and feed rates around 0.1–0.2 mm/tooth to maximize chip evacuation and surface quality without thermal damage.
In contrast, stainless steel requires lower spindle speeds (3,000-5,000 RPM) and adjusted feed rates (0.03–0.06 mm/tooth) due to its toughness and work hardening tendency. Employing tools with high-performance coatings such as TiAlN or AlCrN leads to improved tool life and reduced cutting forces.
| Material | Spindle Speed (RPM) | Feed Rate (mm/tooth) | Recommended Tool Coating |
|---|---|---|---|
| Aluminum Alloy | 12,000 - 15,000 | 0.1 - 0.2 | TiAlN, Uncoated Carbide |
| Stainless Steel | 3,000 - 5,000 | 0.03 - 0.06 | TiAlN, AlCrN |
A leading mold manufacturer reported a significant surface roughness reduction on complex components by applying adaptive cutting parameter strategies and upgrading their milling equipment. By fine-tuning feed rates and spindle speeds on a high rigidity CNC machine, the surface finish improved from Ra 3.2 µm to Ra 0.8 µm—a 75% enhancement in surface quality, directly contributing to longer mold service life and customer satisfaction.
Implementing a closed-loop quality management system involving coordinate measuring machines (CMM) enables precise verification of dimensional compliance. Real-time data capture and comparison against CAD models facilitate proactive adjustments in machining programs, reducing scrap rates and rework cycles.
This system-level approach, encompassing process design, cutting parameter optimization, and CMM feedback integration, has been effectively utilized in factories equipped with the Kaisbo CNC DC1417 series—a solution repeatedly validated to mitigate vibration and thermal distortion challenges inherent in high-speed milling.
- Prioritize machine frame designs that maximize rigidity while minimizing vibrational resonance.
- Customize servo control parameters for dynamic adjustment to cutting load variations.
- Tailor cutting speeds and feeds according to material-specific machinability data.
- Employ advanced measurement tools like CMM to maintain a closed-loop manufacturing control.
- Leverage flexible software integrations to synchronize process data and optimize production workflows.

These validated practices have consistently streamlined production lines, reduced downtime, and enhanced part-to-part consistency. The noted efficiency improvements and quality results reflect industrial best practices supported by leading CNC systems like the Kaisbo CNC DC1417.