В современных условиях индустрии металлообработки требования к качеству изделий постоянно возрастают, а производственные циклы сокращаются. Для достижения микронной точности и повышения эффективности выпуска продукции числовые фрезерные станки (ЧПУ) играют ключевую роль. В данной статье проводится глубокий технический анализ высокого уровня жёсткости конструкций станков, оптимизации сервоприводных систем и стратегий настройки режущих параметров, с учётом различных материалов, таких как алюминиевые сплавы и нержавеющая сталь. Особое внимание уделяется подавлению вибраций и контролю тепловых деформаций, а также системе многокомпонентного контроля качества с использованием координатно-измерительных машин.
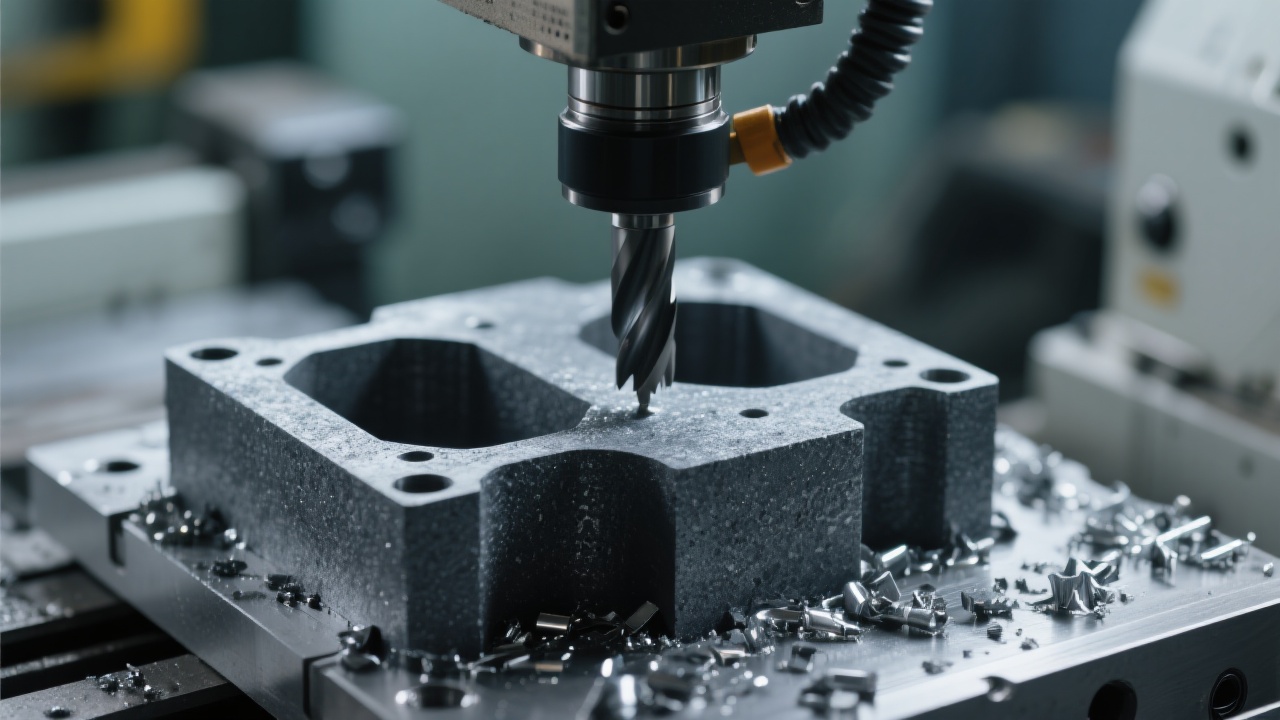
Конструкция с высокой жёсткостью — это основа для снижения вибраций и повышения точности обработки. При обработке сложных деталей малейшие колебания могут привести к значительным отклонениям геометрии. Жёсткие системы на базе толстых литых корпусов и оптимизированных опорных узлов способствуют равномерному распределению нагрузок и минимизации динамических деформаций.
Согласно отраслевым нормам, конструктивная жёсткость станка должна обеспечивать частоты собственных колебаний выше 150 Гц для подавления резонансных эффектов. В случаях, как это реализовано в ходе эксплуатации 凯博数控 DC1417, удалось достичь уменьшения вибраций на 30%, что значительно улучшило стабильность обработки и долговечность инструментов.
Сердцем современного ЧПУ станка является сервопривод с высокой динамической отзывчивостью и точностью позиционирования. Точный контроль положения с погрешностью менее 1 микрометра позволяет выполнять сложные операции с динамичной подстройкой процесса резания.
Использование передовых алгоритмов компенсации и обратной связи в системах сервоприводов создаёт двунаправленный контроль — как по положению, так и по скорости, что существенно снижает накопление ошибок и повышает воспроизводимость результатов, особенно при обработке деталей с малой шероховатостью поверхности.
«Оптимальное сочетание механической жёсткости и высокоточного сервопривода является залогом стабильного производства изделий с микронной точностью, что сегодня предлагает 凯博数控 DC1417 в своих решениях.»
Разнообразие материалов требует индивидуального подхода к регулировке скорости реза, подачи и выбора инструмента. Алюминиевые сплавы, обладающие высокой теплопроводностью и невысокой твердостью, требуют увеличенных скоростей резания при умеренных подачах, а также специализированных твёрдосплавных инструментов с покрытием для предотвращения налипания стружки.
Для нержавеющей стали важно снижать скорости резания и увеличивать подачу с применением инструментов из керамики или высокопрочных карбидов с усиленным охлаждением, что позволяет уменьшить термическое воздействие и предотвратить локальные деформации.
| Материал | Скорость резания (м/мин) | Подача (мм/об) | Тип инструмента |
|---|---|---|---|
| Алюминий (сплавы) | 400-600 | 0.05-0.15 | Твёрдосплавный с покрытием TiN |
| Нержавеющая сталь | 80-150 | 0.03-0.08 | Керамический/карбидный |
На примере одной из ведущих изготовительных компаний по производству пресс-форм показано, как корректировка скорости подачи и оборотов шпинделя позволила добиться улучшения качества поверхности с Ra3.2 до Ra0.8, существенно увеличив срок службы форм и снизив последующую обработку.
Подобные проблемы успешно решаются на базе технологий 凯博数控 DC1417, где комплексное управление параметрами и высокоинтегрированные датчики обеспечивают прозрачность и воспроизводимость процессов.
Стандартный процесс контроля начинается с проектирования технологических карт и выбора параметров резания, далее следует производственный этап с постоянным мониторингом отклонений. Координатно-измерительные машины (КИМ) играют критическую роль, позволяя в автоматическом режиме фиксировать геометрические параметры, осуществлять сравнение с эталонными моделями и корректировать програмное обеспечение станка.
Такая замкнутая система качества гарантирует стабильность измерений, минимизирует человеческий фактор и создает базу для анализа данных и улучшения производственного процесса.
Технические особенности, изложенные выше, формируют набор ключевых параметров для переноса и адаптации передовых решений в реальных условиях цехов. Регулярное тестирование вибраций и температурных изменений, выбор сервоприводов с высокими показателями динамики, а также тщательная отработка режущих режимов для каждого типа материала — эти аспекты помогут повысить общую производительность и качество.
Данные вызовы уже успешно решены в широкомасштабных проектах с применением 凯博数控 DC1417, что подтверждает универсальность и надежность выбранных инженерных подходов.

Для получения более подробной информации о современный методах повышения точности и эффективности в металлообработке, а также о решениях промышленного уровня, рекомендуем ознакомиться с каталогом инновационных технологий.